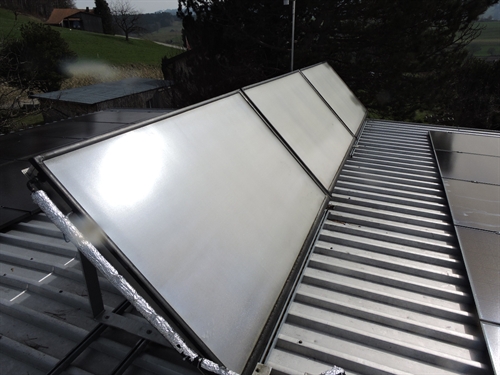
| Vue de drône. Image du client. Le solaire thermique (3 capteurs) est en pente et apparemment brillant, mais c'est un effet du traitement de dispersion du reflet des verres. Le PV est à plat et apparemment sombre
1 |
| Le champ solaire. 3 capteurs pour environ 7m2. Surdimnsionné pour à présent 2 personnes mais ce n'était pas le cas à l'époque.
4 |
| Arrivée de l'eau ligne froide
5 |
| Sortie ligne chaude. Ici on a du enlever un bout pour accéder à la bride. L'armaflex colle au tube à cause des épisodes de stagnation, au départ nombreux mais normaux, puis de plus en plus fréquents pour devenir systématiques une fois le circuit vidé.
6 |
| Arrière
7 |
| Avant. Excellent état des capteurs après 24 ans
8 |
| Arrière. Devant le photovoltaïque.
9 |
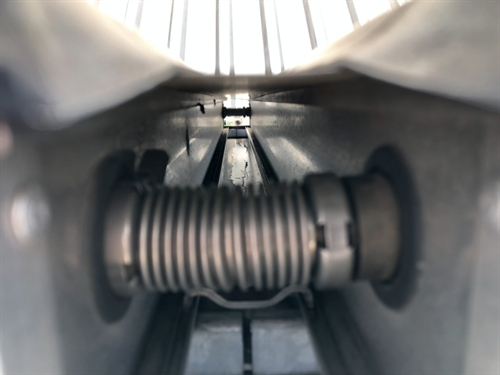
| Vue pano' d'un flexible de raccordement entre capteurs. Ceux-là qui justement fuient. Il faut savoir que le capteur a un absorbeur serpentin. Soit un tube de DN 10 à 12 qui tient 50 bars, qui est sans soudure, et qui donc est à peu près increvable. La seule chose qui peut le faire pêter est un bouchon de glace du au gel, ce que le glycol dans le circuit justement évite. Ces systèmes flanchent donc la plupart du temps aux connexions entre les capteurs. Soit avant tout si ces connexions ont des joints organiques (caoutchouc ou autre) ou silicone. Qui peuvent résister temporairement à des températures élevées, mais pas durablement : le caoutchouc vulcanise à partir de 65°C, des caoutchouc renforcés et autres polymères et butyles peuvent tenir jusqu'à 100, et le silicone va jusqu'à 165, mais rien ne tient durablement à une stagnation à 200. Le seul moyen d'éviter cela est de tout simplement éviter les joints organiques quels qu'ils soient et quels que soient les discours des représentants, pour des connexions métalliques. Ce qui veut dire deux solutions : les soudures/brasages ou des raccord olive métal type Serto ou Conex.
10 |
| Vue rapprochée, état avant réparation
11 |
| Le joint fourni par l'entreprise qui avait fait le système en 2000. Qu'on a du replacer. Il était impossible de connecter les sorties via brasage, le diamètre des connexions n'étant pas compatibles avec les DN des tubes Cu standard. Ca aurait été trop beau...
12 |
| Démontage des connexions entre capteurs
20 |
| Joint originel cuit
25 |
| Look des connexions
30 |
| Avec joint neuf présenté
35 |
| Connexion sortie chaud. Le scotch alu sur l'armaflex a été laissé par l'entreprise précédente, pour protéger tant bien que mal l'isolation des UVs rapidement et à bon marché, ceci probablement parce qu'une protection plus professionnelle était hors de son mandat. C'est donc pas terrible et l'état dégradé de l'armaflex le montre, mais quand même mieux que rien. Pour la petite histoire : les fournisseurs disent souvent que l'armaflex résiste aux UVs. C'est évidemment faux, vu que c'est de l'organique. Et à présent vous pouvez le voir...
40 |
|
45 |
| Un petit outil pour gratter dans la rainure du joint pour enlever la partie cuite, car sinon quand on met le nouveau joint ce n'est pas étanche
50 |
| Un classique : lors du montage originel des capteurs, c'était facile de les mettre très proches, vu qu'on les placait à mesure. A présent qu'il faut intervenir sur l'existant, il y a nettement moins de place. Doigts agiles et vue pas bigleuse nécessaires.
55 |
| Idem
60 |
| Le système en chaufferie. Devant la régule. Derrière le réservoir de récolte en cas d'autovidange, intitulé 'back-box'. Oui déjà le globich qui n'apporte rien en 2002. Dessous la pompe.
100 |
| Ici il faut introduire le liquide dans le réservoir. Mais AVANT il faut rincer à l'eau TOUT le circuit. Ce que n'a pas fait l'entreprise précédente. Quand on a fait cela on a sorti des dizaines de L d'eau-propylène-glycol cuit.
105 |
| Sortie. Quand l'eau de remplissage arrive là, le réservoir est plein. Il faut que les lignes dessous et l'échangeur dans le boiler soient remplis aussi. Mais à la mise en service les lignes dessus qui vont au capteur doivent être vides.
Ensuite, c'est la pompe en se mettant en marche qui va remplir les capteurs et lancer la rotation de l'eau dans le circuit.
Que se passe-t-il si tout le circuit est plein ? Il ne peut plus se vider dans le réservoir. C'est l'erreur qu'avait faite l'entreprise précédente, avec pour résultat une installation autovidante qui ne pouvait se vider, un comble, et donc des stagnations comme avant mais avec capteurs pleins, et donc une dégradation du glycol massive et rapide. Evidemment, des capteurs pleins et en stagnation 'partent en vapeur', et comme il n'y a pas de vase d'expansion dans une installation autovidante, c'est - heureusement - la soupape qui s'est ouverte et une partie du volume est allé au bidon. Ce qui d'une certaine manière, un peu absurde, a fait le boulot de diminuer le volume dans l'installation, et de gentiment la ramener au statut originel nécessaire à l'autovidange, soit celui d'une installation pas pleine. Oui sauf que en l'attente, les joints ont encore plus cuit et donc l'installation s'est vidée aux capteurs encore plus vite, et donc s'est retrouvée au status quo ante : avec plus assez de liquide pour tourner. Et avec en prime un mélange eau-glycol complètement dégradé.
De ce fait les masses folles d'eau-glycol cuit que nous avons sorti de l'installation. Car si auparavant l'installation en se mettant en stagnation en se vidant, a cuit les joints, cela l'a à la longue privée du volume nécessaire, ce qui fait qu'elle ne pouvait plus tourner. Mais les capteurs étant vides, cela ne pouvait pas cuire de glycol. A part le film qui toujours colle aux parois des absorbeurs par capillarité, ce qui fait des particules de glycol cuit, mais ce n'est que des quantités très faibles vu le très faible volume que ce film représente.
110 |
| Vannes qui permettent d'isoler si on veut, la partie haut du circuit (=les lignes aux capteurs + les capteurs) du réservoir.
115 |
| Vannes qui permettent d'isoler la partie bas du circuit (=les lignes au boiler) du réservoir. Ces lignes doivent être pleines. On peut fermer ces vannes en ce cas. Si non, il faut les remplir d'abord.
120 |